 English
English 中文
中文
你在這里: 首頁 ? 新聞資訊
-
 郵箱:johnyang@gawangmachine.com
郵箱:johnyang@gawangmachine.com -
 咨詢熱線:15868721121(微信)
咨詢熱線:15868721121(微信) -
 傳真:0577-65602375
傳真:0577-65602375 -
 聯(lián)系人:楊經(jīng)理
聯(lián)系人:楊經(jīng)理
聯(lián)系我們
新聞資訊
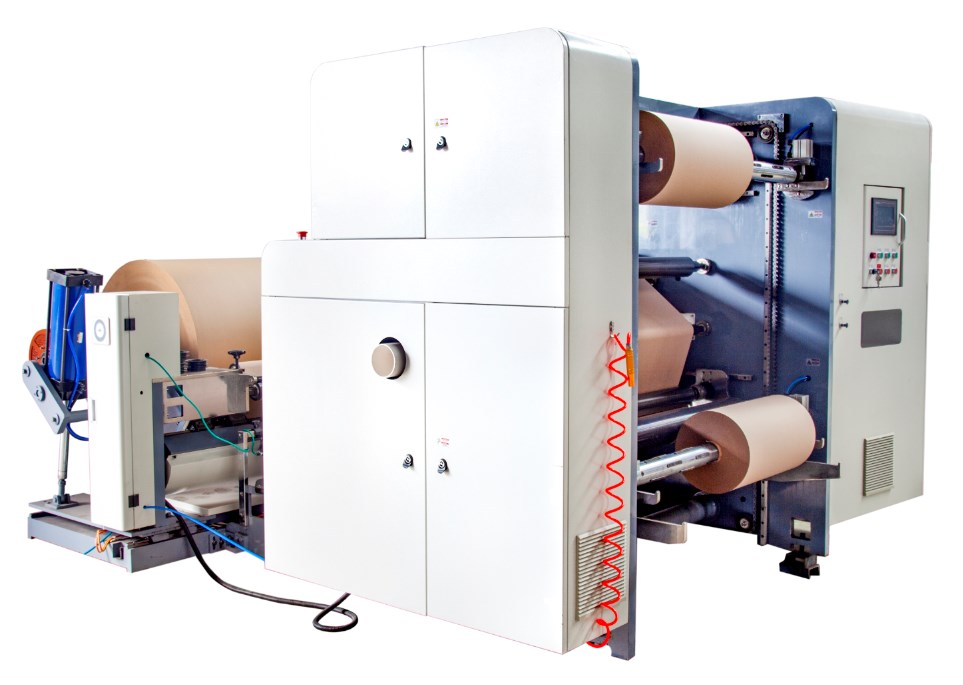
高速分切機(jī)的張力檢測系統(tǒng)
發(fā)布時(shí)間:2020-04-15 訪問:1394
高速分切機(jī)的張力檢測系統(tǒng)是怎么樣的?下面一起來了解下吧。
1、分切機(jī)放卷張力檢測系統(tǒng)
張力傳感器檢測它是對(duì)張力直接檢測,與機(jī)械緊密結(jié)合在一起,設(shè)有移動(dòng)部件的檢測方式。通常兩個(gè)傳感器配對(duì)使用,將它們裝在檢測導(dǎo)輥兩側(cè)的端軸上。料帶通過檢測導(dǎo)輥兩側(cè)的施加負(fù)載,使張力傳感器敏感元件產(chǎn)生位移或變形,從而檢測出實(shí)際張力值,并將此張力數(shù)據(jù)轉(zhuǎn)換成張力信號(hào)反饋給張力控制器,
2、分切機(jī)收放卷張力的衰減及張力補(bǔ)償
一般認(rèn)為鋁箔收放卷時(shí)維持鋁箔張力恒定,有利于鋁箔成品表現(xiàn)質(zhì)量,其實(shí)不然。最好的方法是隨著料卷直徑或重量的增加,按一定的規(guī)律增加鋁箔張力,而直徑重量越小其張力值也隨之衰減。由于在分切操作中有自動(dòng)張力控制和手動(dòng)張力控制。手動(dòng)張力控制需要操作者根據(jù)母料卷直徑重量大小不斷調(diào)整。
自動(dòng)張力控制系統(tǒng)是預(yù)先設(shè)定好了的張力衰減值,設(shè)備運(yùn)行過程中根據(jù)料卷變化進(jìn)行衰減。在設(shè)定自動(dòng)張力操作時(shí),應(yīng)先設(shè)定初始張力,然后再設(shè)定張力衰減值。以分切鋁箔放卷處衰減值為例,其設(shè)置原則為:鋁箔張力衰減值(%)等于鋁箔每卷結(jié)束纏繞時(shí)的張力減去初始張力然后再除以初始張力,得出商再乘以100%。在設(shè)定自動(dòng)張力值時(shí)不宜過大,否則鋁箔收卷表面硬度大,易出現(xiàn)翹邊現(xiàn)象,但張力也不可太小,太小易造成復(fù)卷體太松,收卷不整齊跑邊。因此鋁箔分切操作過程中收放卷質(zhì)量主要受鋁箔張力變化的影響,可見對(duì)收放卷控制系統(tǒng)的掌握是影響質(zhì)量的關(guān)鍵所在。
1、分切機(jī)放卷張力檢測系統(tǒng)
張力傳感器檢測它是對(duì)張力直接檢測,與機(jī)械緊密結(jié)合在一起,設(shè)有移動(dòng)部件的檢測方式。通常兩個(gè)傳感器配對(duì)使用,將它們裝在檢測導(dǎo)輥兩側(cè)的端軸上。料帶通過檢測導(dǎo)輥兩側(cè)的施加負(fù)載,使張力傳感器敏感元件產(chǎn)生位移或變形,從而檢測出實(shí)際張力值,并將此張力數(shù)據(jù)轉(zhuǎn)換成張力信號(hào)反饋給張力控制器,
2、分切機(jī)收放卷張力的衰減及張力補(bǔ)償
一般認(rèn)為鋁箔收放卷時(shí)維持鋁箔張力恒定,有利于鋁箔成品表現(xiàn)質(zhì)量,其實(shí)不然。最好的方法是隨著料卷直徑或重量的增加,按一定的規(guī)律增加鋁箔張力,而直徑重量越小其張力值也隨之衰減。由于在分切操作中有自動(dòng)張力控制和手動(dòng)張力控制。手動(dòng)張力控制需要操作者根據(jù)母料卷直徑重量大小不斷調(diào)整。
自動(dòng)張力控制系統(tǒng)是預(yù)先設(shè)定好了的張力衰減值,設(shè)備運(yùn)行過程中根據(jù)料卷變化進(jìn)行衰減。在設(shè)定自動(dòng)張力操作時(shí),應(yīng)先設(shè)定初始張力,然后再設(shè)定張力衰減值。以分切鋁箔放卷處衰減值為例,其設(shè)置原則為:鋁箔張力衰減值(%)等于鋁箔每卷結(jié)束纏繞時(shí)的張力減去初始張力然后再除以初始張力,得出商再乘以100%。在設(shè)定自動(dòng)張力值時(shí)不宜過大,否則鋁箔收卷表面硬度大,易出現(xiàn)翹邊現(xiàn)象,但張力也不可太小,太小易造成復(fù)卷體太松,收卷不整齊跑邊。因此鋁箔分切操作過程中收放卷質(zhì)量主要受鋁箔張力變化的影響,可見對(duì)收放卷控制系統(tǒng)的掌握是影響質(zhì)量的關(guān)鍵所在。
看了上面的內(nèi)容,相信大家都已經(jīng)知道高速分切機(jī)的張力檢測系統(tǒng)了。