 English
English 中文
中文
 郵箱:
郵箱: 咨詢熱線:15868721121(微信)
咨詢熱線:15868721121(微信) 傳真:0577-65602375
傳真:0577-65602375 聯(lián)系人:楊經(jīng)理
聯(lián)系人:楊經(jīng)理
切紙機的運用已經(jīng)不足為奇了,應(yīng)用十分廣泛。切紙機的種類和型號有很多,接下來我們來具體了解一下數(shù)顯切紙機。 數(shù)顯切紙機采用自動壓紙系統(tǒng),精密數(shù)控的推紙系統(tǒng),優(yōu)化的結(jié)構(gòu)設(shè)計,精密加工,性能穩(wěn)定,堅固耐用;采用新型高集成高穩(wěn)定性數(shù)控電路板,保證設(shè)備高效可靠運行;數(shù)碼顯示刀前刀后裁切尺寸,配以切位照明線,高精密數(shù)控推紙機構(gòu),實現(xiàn)機電的完美結(jié)合;雙手聯(lián)鎖裝置,自動復(fù)位功能,保障安全;采用高速鋼刀片,鋒利耐用;獨特的故障自我檢測功能,使您的操作更加得心應(yīng)手;時尚、簡潔的外形設(shè)計,美觀實用。
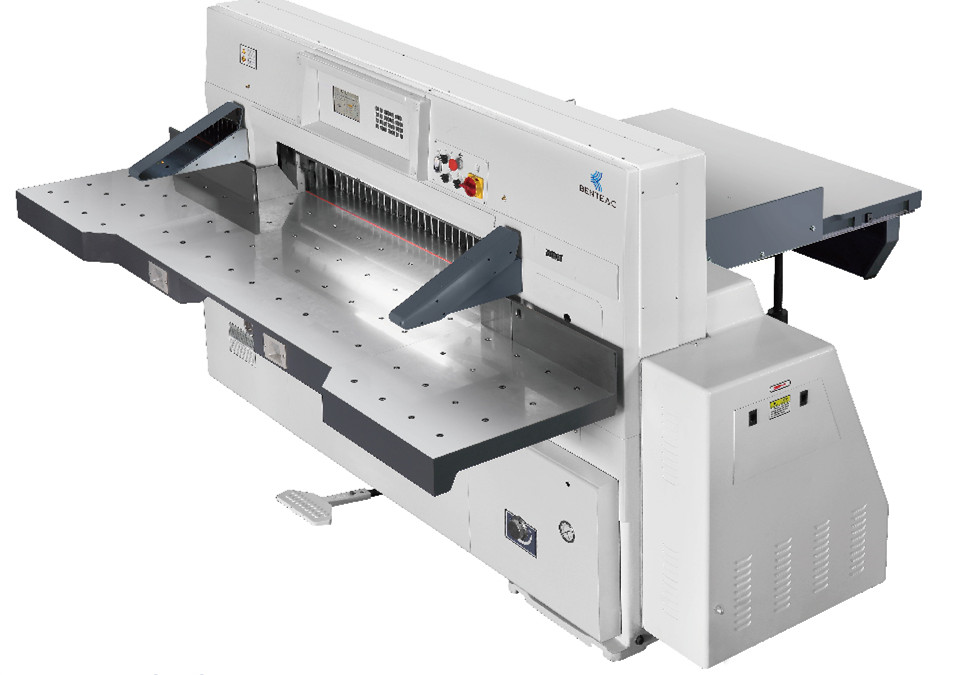
裁切紙板少不了切紙機的作用,要想達(dá)到理想的裁切效果,選擇一款合適的切紙機很重要。數(shù)顯切紙機的用途不僅適應(yīng)裁切各種紙張規(guī)格的印刷成品,還能解決用戶裁切大幅面蜂窩紙板的迫切需求。 數(shù)顯切紙機整機外觀造型采用新材料、新工藝進(jìn)行工業(yè)化創(chuàng)新設(shè)計,美觀而大方。不僅結(jié)構(gòu)上獨特,生產(chǎn)技術(shù)更是不錯,采用了雙傳動結(jié)構(gòu)使裁切力成倍提高,生產(chǎn)效率大幅度提升。數(shù)顯切紙機擁有PLC系統(tǒng),清楚的顯示界面,可直觀地顯示裁切尺寸,壓力大、平穩(wěn)性好,噪聲小,使用操作簡單方便。

在切紙機刀片,分條刀產(chǎn)品使用過程中噪聲、廢氣、廢料等的污染題目仍舊是破壞環(huán)境的主要因素。 我們應(yīng)摒棄這種切紙機刀片,分條刀傳統(tǒng)的有害的出產(chǎn)模式,要不斷探索出新興的可持續(xù)發(fā)展的切紙機刀片,分條刀綠色出產(chǎn)模式。 對切紙機刀片,分條刀產(chǎn)品設(shè)計一般還需投入大量的人力物力,在切紙機刀片,分條刀等機械刀片產(chǎn)品的制造過程中,不僅有大量的廢料歸于天然,而且因為分條機刀片,分條刀出產(chǎn)制造中缺乏柔性,造成了設(shè)備資源利用上的嚴(yán)峻鋪張。 特別是在切紙機刀片,分條刀部件和設(shè)備損壞后,往往成為廢棄物造成資源的極大鋪張,同時很多有毒有害及無法回收的分條機刀片廢棄材料,對環(huán)境及主宰環(huán)境的人也會造成極大的傷害。 在此過程中大量廢氣、廢水和殘余雜質(zhì)等污染性物質(zhì)進(jìn)入環(huán)境。 分條刀傳統(tǒng)出產(chǎn)模式的典型特征是從天然界獲取資源,經(jīng)提煉后成為各種工程材料。
1.千斤壓力不夠 有兩種情況: (1)機械壓力彈簧彈力不夠 此時必須增大壓力,如果增大到最大位置時還不行,則需更換彈簧。注意:如果是多根彈簧中的一根斷了,則需同時更換多根彈簧,否則也會出現(xiàn)壓力不均、不夠等現(xiàn)象,造成上刀、下刀現(xiàn)象。 (2)液壓不足 即油路或油泵中的液壓油不夠,從而導(dǎo)致壓力不足,此時需查明原因,對癥下藥。 2.刀座與滑塊之間的間隙過大 當(dāng)磨損或調(diào)節(jié)不當(dāng),造成刀座與滑塊之間的間隙過大(一般應(yīng)為0.1mm),導(dǎo)致刀座不穩(wěn)時,就會造成上刀、下刀現(xiàn)象。此時,需重新調(diào)節(jié)刀座與滑塊之間的間隙。 3.刀鈍 裁切時要掌握好切削量,要勤換刀,用快刀。如果刀過鈍,則不但影響紙張裁切的質(zhì)量,而且還會影響機器的精度和壽命,嚴(yán)重時還會發(fā)生機械事故。 4.刀片的角度調(diào)節(jié)不正確 刀片的角度應(yīng)根據(jù)被裁切紙張而定,薄、松、軟的紙張,刀片角度要小,一般為25~30°;厚、實、硬的紙張,刀片角度要大,一般為30~35°。否則,容易出現(xiàn)上刀、下刀現(xiàn)象,并加快刀片鈍化。 5.刀條原因 正常時刀條與平臺平面平行。當(dāng)?shù)稐l過高或過低時,也容易出現(xiàn)上刀、下刀現(xiàn)象。這時需調(diào)整刀條使其與平臺平面平行。 6.送紙器平面(俗稱靠山)與平臺平面不垂直 送紙器平面(俗稱靠山)與平臺平面不垂直,發(fā)生上刀、下刀現(xiàn)象。需用角尺重新調(diào)試兩平面的角度,使其為90°。 7.刀座運動方向與送紙平臺平面不垂直 如果刀座與滑塊之間的間隙正好,則需調(diào)節(jié)平臺平面使其與刀座運動方向垂直。一般,只需調(diào)節(jié)平臺后面與地面支撐的支撐桿的高度即可。 8.紙張原因 當(dāng)紙張出廠時間較短、較松軟,紙張內(nèi)滯留空氣較多、不實,裁切時也易出現(xiàn)上刀、下刀現(xiàn)象。 9.操作原因 有兩種情況:①操作時不壓千斤,紙張定位后直接裁切,導(dǎo)致出現(xiàn)上刀、下刀現(xiàn)象。裁切時,應(yīng)先壓實千斤,之后再裁切;②向前推送紙堆時用力不足或用力過猛,紙張被彈回,造成歪斜出現(xiàn)上刀、下刀。裁切紙張時應(yīng)規(guī)范操作。

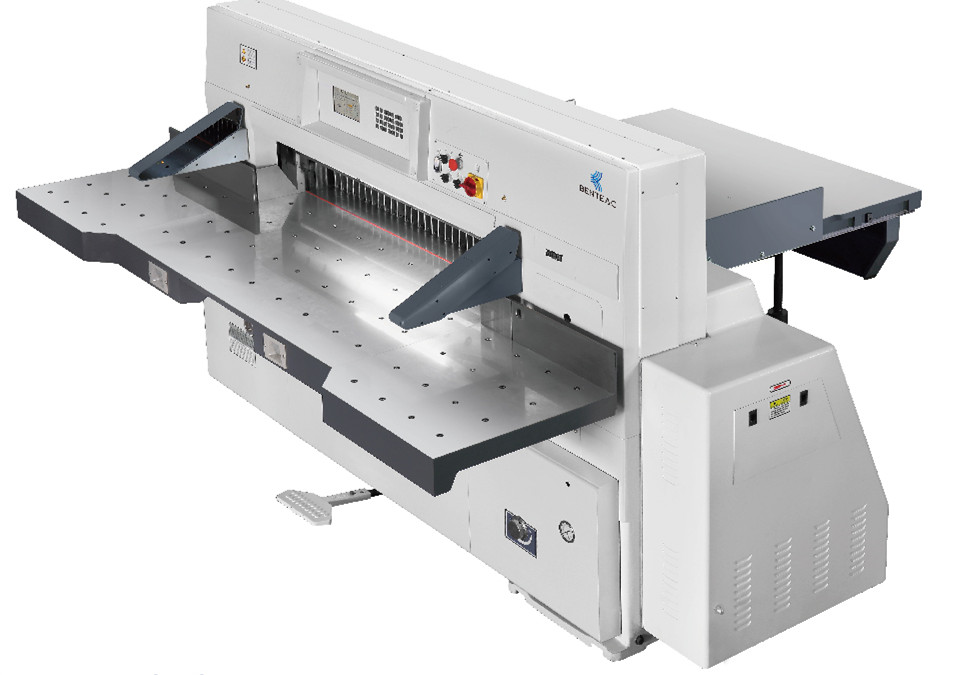
切紙機是印刷生產(chǎn)中不可或缺的一種產(chǎn)品,由于具有方便、安全、高效等特點,得到了許多用戶的好評。和其它的設(shè)備一樣,使用時難免會出現(xiàn)故障,給生產(chǎn)帶來一定的不良影響。因此,及時排除故障,保證機器的正常運行很重要。 在生產(chǎn)過程中,有時會出現(xiàn)刀床無法下降,切紙刀不能正常進(jìn)行裁切的情況,同時,光電感應(yīng)控制裝置也失靈了。這時,如果斷開所有的電源后重新開啟,則光電感應(yīng)控制裝置又能正常工作,切紙刀也能下降,但工作一段時間后會再次出現(xiàn)同樣的故障。這樣就有可能是機器的電磁開關(guān)出現(xiàn)了故障,只要更換相同規(guī)格的電磁開關(guān),就能很快恢復(fù)正常的裁切工作。
切紙機行業(yè)在近年來發(fā)展勢頭可謂是非常的猛烈,特別是在目前優(yōu)勝劣汰的市場中。各個廠家之間的競爭,演變到市場上的競爭,從開始的器械室切紙機,到電動切紙機,到目前的數(shù)顯切紙機,可謂是非常的激烈。 切紙機行業(yè)的發(fā)展方向很大程度上取決于印刷行業(yè),包裝行業(yè)的情況。這主要是因為切紙機是包裝行業(yè)和一刷行業(yè)中不可缺少的設(shè)備。根據(jù)現(xiàn)有的市場來講,切紙機的發(fā)展已經(jīng)不再是切紙那么簡單了。其需要集成多方面的功能,比如說高智能化、高精度化能夠有效的提高工作效率和節(jié)約資源,只有這樣切紙機行業(yè)的發(fā)展才更加有優(yōu)勢。

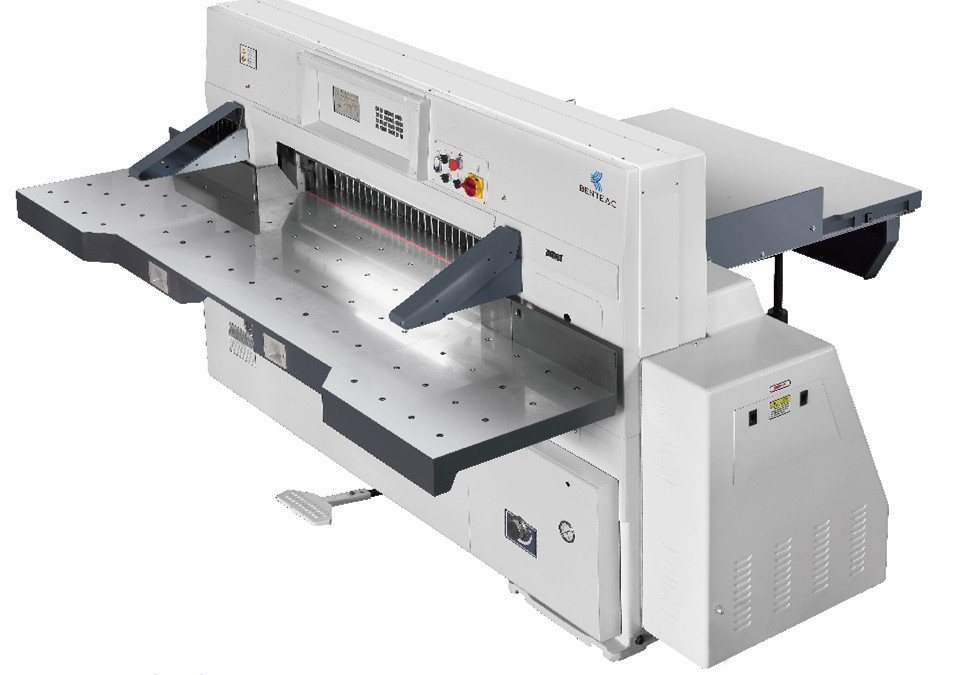
切紙機在進(jìn)行了長時間的工作后,機械部分會出現(xiàn)一些正常的磨損,這些磨損會導(dǎo)致屏幕顯示出的尺寸與實際裁剪的尺寸不一致的現(xiàn)象。想要解決這個問題,我們就需要進(jìn)入“設(shè)置模式”修改機器的相關(guān)參數(shù)。那么該如何進(jìn)入設(shè)置模式并修改參數(shù)呢? 先開機,然后按照畫面提示去完成機器的初始化。等待初始化完成后,不要移動推紙器,直接測量切刀跟推紙器間的距離。找到機器上的“功能鍵”并點按一下,然后選擇“設(shè)置模式”,然后輸入密碼便可成功進(jìn)入“設(shè)置模式”。這時候機器上顯示三個選項,我們需要選擇“設(shè)置機器基準(zhǔn)”選項,把之前測量到的切刀跟推紙器間的距離的值輸入到“新基準(zhǔn)”中,按“確認(rèn)”選項確認(rèn)輸入。之后按一下“功能鍵”就可以退出“設(shè)置機器基準(zhǔn)”畫面了。后關(guān)機重啟,就完成修改了。

1、刀的材料 單片切割機工具鑲焊制成由刀片與刀體在高溫下,鉻鎢錳鋼刀片具有高硬度,低碳鋼刀體。耐久度的刃部的工具鋼的硬度是葉片的質(zhì)量成正比,刀口硬度高達(dá)60淬火HR55的。 2、切紙機磨刀的質(zhì)量 切紙機的質(zhì)量越高,刀具的使用壽命越長。 3、刃磨的形狀和角度 單面切紙機,一般采用單磨刀,磨刀角度為19°至23°。銳化這樣的形狀,使傾斜面的工具在切削過程中承受的壓力,從紙疊的那部分被剖開,一節(jié)中的紙基摩擦,刀片的斜面很快被磨損。 雙面刀具的切削刃具有明顯的優(yōu)勢,這有助于降低機器的負(fù)載,提高作物的準(zhǔn)確性銳化。因此,在刀具材料的情況下,允許的,并考慮到作物抗剪切的大小的前提下,銳化的角度應(yīng)該是盡可能地小。 4、不同的作物材料 絞刀的邊緣變鈍的速度和耐磨損性的材料在切割過程中的切割。裁切紙張時,刀片變鈍的速度和紙張質(zhì)地軟,硬和灰分含量的多少。剪裁操作時的手感較硬,在紙張的灰分含量越大,則速度越快葉片變鈍。